Tin tức
Hướng dẫn cách đo đường kính thép bằng thước kẹp
Cách đo đường kính thép là một trong những bước cơ bản để kiểm tra vật liệu đầu vào tại công trường. Tuy nhiên, với từng loại thép và đặc điểm hình học khác nhau, việc lựa chọn đúng phương pháp đo sẽ giúp kết quả phản ánh chính xác hơn chất lượng thực tế của vật liệu.
1. Phân loại thép trong xây dựng
Trong xây dựng, thép cốt bê tông gồm hai nhóm chính là thép tròn trơn và thép thanh vằn (thép gân), trong đó:
Thép tròn trơn có thể đo trực tiếp đường kính vì bề mặt không có gân nổi:
- Bề mặt nhẵn
- Đường kính phổ biến: φ6 – φ16
- Mác thép: CB240-T, CB300-T, CB400-T
- Ứng dụng: cốt đai, thép buộc
Thép thanh vằn (thép gân) không đo trực tiếp theo đỉnh gân như thép trơn, vì:
- Có gân nổi trên bề mặt
- Cung cấp dạng cuộn hoặc thanh
- Mác thép: CB300-V, CB400-V, CB500-V, CB600-V
- Ứng dụng: cốt chịu lực chính
Lưu ý quan trọng: Đường kính danh nghĩa (D10, D12…) là giá trị quy ước theo diện tích mặt cắt và trọng lượng, không phải là số đo tại đỉnh hoặc đáy gân.

Trong xây dựng, thép cốt bê tông được chia thành hai nhóm chính dựa trên hình dạng bề mặt và mỗi nhóm có cách đo đường kính khác nhau
2. Cách đo thép thanh vằn:
Cách 1 – Đo qua trọng lượng (phương pháp tiêu chuẩn)
Đo theo TCVN 1651-1:2018:
- Cắt mẫu thép dài 1m
- Cân bằng cân điện tử
- So sánh với bảng lý thuyết
Công thức: W = d² / 162
Đây là phương pháp đo chính xác nhất được xác định qua khối lượng, không phải hình dạng bề mặt.
|
Đường kính |
Trọng lượng (kg/m) |
Dung sai cho phép |
|
D10 |
0,617 |
±4% |
|
D12 |
0,888 |
±4% |
|
D14 |
1,210 |
±4% |
|
D16 |
1,580 |
±4% |
Cách 2 – Đo bằng thước kẹp (trong điều kiện công trường)
Trong trường hợp không có cân điện tử, đường kính thép thanh vằn có thể được ước lượng bằng thước kẹp thông qua phương pháp đo trung bình giữa đỉnh gân và đáy gân.
Cách thực hiện:
- Đo tại vị trí đáy gân → d₁
- Đo tại vị trí đỉnh gân → d₂
- Tính giá trị trung bình: d_tb = (d₁ + d₂) / 2
Sau khi đo, kết quả cần được đối chiếu với dung sai cho phép theo tiêu chuẩn (thường khoảng ±0,4 mm tùy quy cách thép).
Để giảm sai số trong điều kiện công trường, nên đo ít nhất tại 3 vị trí khác nhau trên thanh thép, xoay góc đo khoảng 60° giữa mỗi lần đo và lấy giá trị trung bình cuối cùng để đối chiếu.
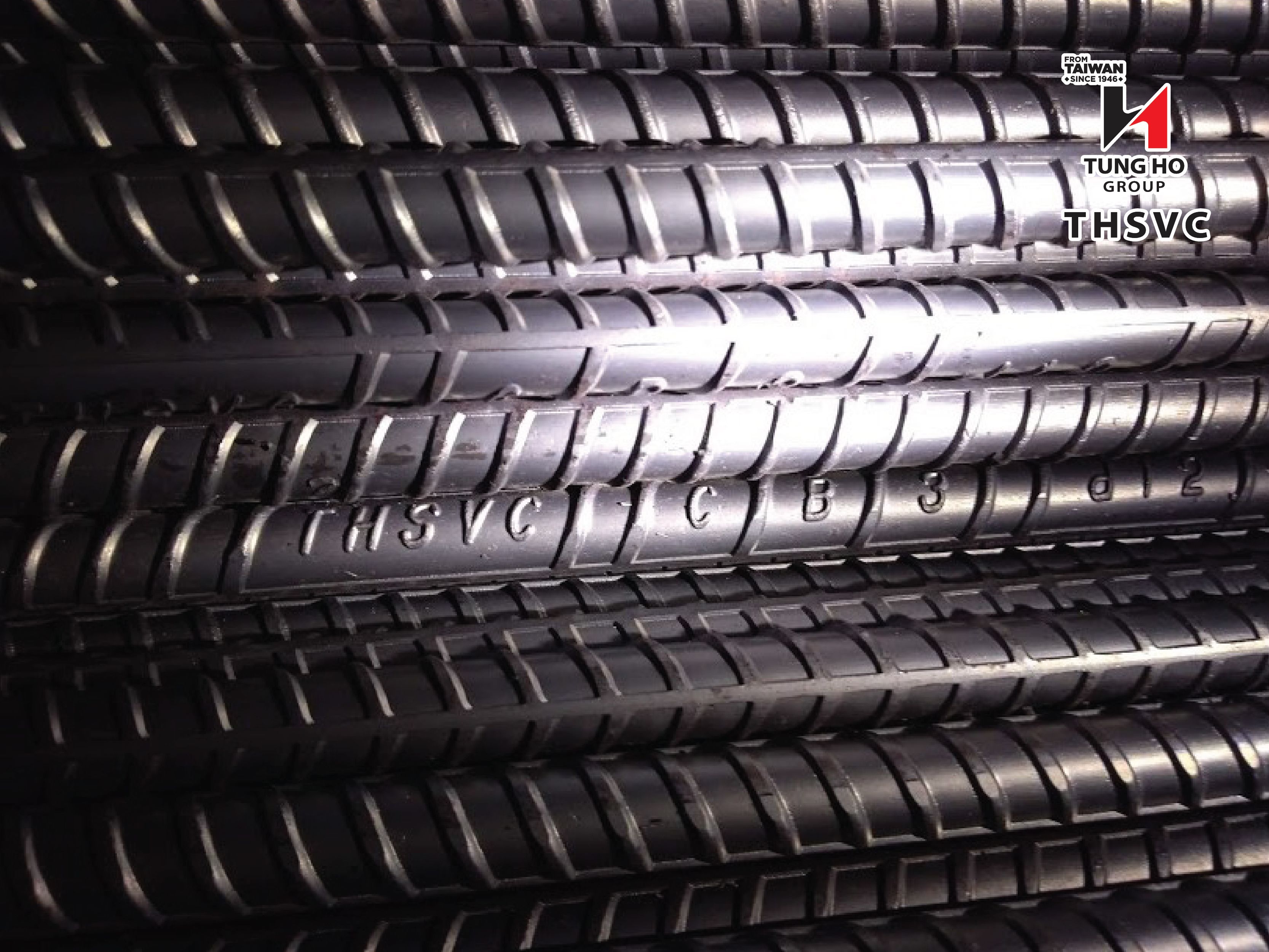
Cách đo đường kính thép thanh vằn tại nhà máy Thép Tung Ho
3. Cách đo thép tròn trơn: Khi phép đo trở về đúng kích thước thực
Với thép tròn trơn, việc đo đường kính sẽ đơn giản hơn do bề mặt không có gân nổi như thép thanh vằn. Vì vậy, kết quả đo có thể phản ánh trực tiếp kích thước thực của vật liệu.
Trong thực tế, đường kính thép tròn trơn thường được kiểm tra bằng thước kẹp hoặc panme, với dụng cụ đo được đặt vuông góc với trục thép và thực hiện tại nhiều vị trí khác nhau để giảm sai số.
Dung sai đường kính theo TCVN:
|
Đường kính danh nghĩa |
Dung sai cho phép |
|
φ6 – φ8mm |
±0,3mm |
|
φ10 – φ14mm |
±0,4mm |
|
φ16 – φ25mm |
±0,5mm |
Do không có hệ gân trên bề mặt, kết quả đo của thép tròn trơn thường phản ánh trực tiếp kích thước thực tế của thanh thép thay vì giá trị đường kính danh nghĩa như thép thanh vằn.
4. Khi phép đo trở thành công cụ kiểm soát chất lượng
Trong thực tế, sai số khi đo đường kính thép không chỉ đến từ dụng cụ đo, mà còn đến từ thao tác và cách thực hiện phép đo. Những lỗi như dùng sai dụng cụ, đo lệch góc, không làm sạch bề mặt hoặc chỉ đo tại một vị trí duy nhất đều có thể làm kết quả sai lệch so với thực tế.
Vì vậy, giá trị của một phép đo nằm ở khả năng loại trừ sai số trước khi đọc kết quả đo đó.
Tuy nhiên, việc đo đường kính thép tại công trường không chỉ để xác định kích thước vật liệu, mà còn là một cách để kiểm tra quy cách thép, phát hiện thiếu khối lượng và đối chiếu với hồ sơ kỹ thuật đi kèm.
Trong nhiều trường hợp, việc phải kiểm tra liên tục tại công trường cũng phản ánh rằng vật liệu chưa được kiểm soát ổn định ngay từ đầu. Ngược lại, những quy trình sản xuất có khả năng kiểm soát nguyên liệu, theo dõi dữ liệu và kiểm tra từng lô trước khi xuất xưởng thường sẽ giúp giảm đáng kể nhu cầu kiểm tra lại trong thực tế thi công.
Tại nhà máy Thép Tung Ho, mỗi lô thép đều được:
- Kiểm tra trọng lượng, dung sai
- Ghi nhận đầy đủ trong Mill Test Certificate (chứng chỉ chất lượng) trước khi xuất xưởng.
Quy trình này được triển khai trên nền tảng công nghệ lò điện hồ quang (EAF) kết hợp với nguyên liệu phế liệu được kiểm soát, giúp hạn chế sai lệch ngay từ giai đoạn luyện.
Nhờ đó, các thông số như đường kính và trọng lượng không chỉ đạt tiêu chuẩn mà còn duy trì độ ổn định giữa các lô sản xuất, giảm rủi ro sai lệch khi kiểm tra và thi công tại công trường.
5. Kiểm định vật liệu: Khi phép đo trở thành cơ sở đối chiếu kỹ thuật
Trong các trường hợp cần độ chính xác cao như nghiệm thu công trình, kiểm tra vật liệu đầu vào hoặc phát sinh tranh chấp kỹ thuật, mẫu thép thường cần được gửi đến các phòng thí nghiệm đạt chuẩn VILAS để kiểm định và đối chiếu theo tiêu chuẩn kỹ thuật.
Lúc này, việc đo đường kính thép không còn chỉ là một thao tác kiểm tra tại công trường, mà trở thành cơ sở phục vụ cho đánh giá kỹ thuật và đối chiếu pháp lý của vật liệu.
Tuy nhiên, trong thực tế xây dựng, vấn đề quan trọng không chỉ nằm ở việc “đo đúng hay sai”, mà còn nằm ở mức độ ổn định của vật liệu ngay từ đầu. Những vật liệu có quy trình sản xuất được kiểm soát tốt thường sẽ giảm đáng kể nhu cầu phải kiểm tra và đối chiếu lại nhiều lần trong quá trình thi công.
Nếu cần kiểm tra chất lượng thép tại công trường, đối chiếu giữa hồ sơ và vật liệu thực tế hoặc lựa chọn nguồn thép có độ ổn định cao phù hợp với điều kiện thi công, bạn có thể liên hệ với Thép Tung Ho để được cung cấp dữ liệu kỹ thuật theo từng lô và tư vấn phù hợp theo từng nhu cầu sử dụng.
Câu Hỏi Thường Gặp
Tại sao đường kính đo được không khớp với đường kính danh nghĩa?
Đường kính danh nghĩa (D10, D12…) là giá trị quy ước theo trọng lượng và diện tích mặt cắt - không phải số đo trực tiếp. Với thép vằn, đo tại đỉnh gân sẽ lớn hơn danh nghĩa, đo tại đáy gân sẽ nhỏ hơn. Phương pháp chuẩn là đo qua trọng lượng (W = d²/162), so sánh với bảng tra.
Dung sai đường kính thép theo TCVN là bao nhiêu?
Theo TCVN 1651-1:2018, dung sai đường kính thép cốt bê tông là ±0,3 mm cho φ6–φ8 mm, ±0,4 mm cho φ10–φ14 mm, và ±0,5 mm cho φ16–φ25 mm. Riêng dung sai trọng lượng cho phép ±4% so với lý thuyết.